
Недавний пост
-
“Укрепление делового сотрудничества и ресурсов продуктов” из серии мероприятий по инновациям в системе партийного строительства (опубликовано 28 февраля 2023 года)
2023-04-10 -
Горячо празднуем завершение строительства на новых площадях компаний “Хуаюань «Электрик» /Хуаюань «Прецизионное приборостроение»”!
2023-04-10 -
Варианты применения станка для гибочной гибки-формовки
2023-04-10 -
Варианты применения вертикальных токарных станков
2023-04-10
Варианты применения станка для гибочной гибки-формовки
Принцип работы
Станок для холодной гибки-формовки представляет собой машину, непрерывно выполняющую поперечную гибку металлических листов и полос, таких как рулоны и ленты, с помощью последовательно сконфигурированных формовочных валов для многопроходной обработки, чтобы производить профили определенного сечения по технологии обработки пластическим деформированием.
Технологическая схема станка для холодной гибки-формовки приведена ниже:
![]()
Принудительная размотка рулонного материала
Направляющая подача материала
Валковая формовка
Резка по длине
Выгрузка листа
Конфигурация оборудования: держатель для принудительной размотки (5 тонн), формовочный узел, гидравлические ножницы, гидравлическая станция, компьютерный шкаф управления ПЛК и разгрузочный стол. Наш частотный преобразователь серии G1 в основном используется в системе управления главным узлом валковой формовки.
Система валковой формировки состоит из станины, приводной части и комплекта роликов для холодной гибки-формовки.
(1) Станина изготовлена из секций и собрана путем их соединения, а профили целиком сварены;
(2) Комплект роликов нижнего яруса приводится во вращение от гидравлического двигателя и цепной передачи, а некоторые верхние и нижние ролики приводятся во вращение зубчатой передачей;
(3) Целая приводная часть приводится в действие главным двигателем и через шестерни и цепную передачу передает мощность на каждый формовочный ролик;
Технологические требования
Вся система электроуправления использует ПЛК для управления действиями различных частей, чтобы реализовать автоматизацию производства на всей машине. Система валковой формовки использует частотный преобразователь для регулировки скорости и контроля скорости подачи материала, а параметры задаются через человеко-машинный интерфейс. С учетом фактических условий работы целая система управления имеет следующие требования к частотному преобразователю:
(1)Короткое время ускорения и замедления: быстрая реакция на системные требования;
(2)Большой крутящий момент на выходе: заставляет стальную ленту в рулоне перемещаться, система может перезапускаться после экстренной остановки, имеет определенные требования к моменту;
(3)Высокая ЭМС: целая система электроуправления состоит из ПЛК, HMI, частотного преобразователя, контактора и других различных компонентов, что требует низкого уровня помех на выходе частотного преобразователя и наличия хорошей собственной помехоустойчивости.
Варианты применения
В данном варианте используется универсальный векторный частотный преобразователь серии G1 для приведения в действие формовочного узла. Мощность основного двигателя составляет 15 кВт, выбран частотный преобразователь 15 кВт для взаимодействия 1:1. Учитывая стабильность работы системы, для частотного преобразователя предусмотрено управление от внешних клемм, чтобы осуществить многоступенчатую регулировку скорости. Сигналы подаются от ПЛК.
Системное решение показано на рисунке ниже:
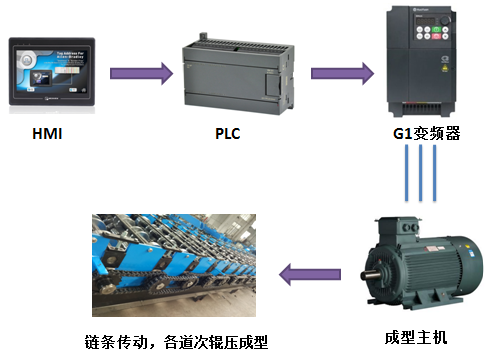
Частотный преобразователь G1
Цепная передача, многопроходная валковая формовка
Формовочный узел
